
When driving a conveyor drive motor with a variable frequency drive (VFD) it is essential that the operator/designer be aware of all required powers and all available powers at all relevant rates.
ABOUT RULMECA CORPORATION
We supply Motorized Pulley belt conveyor drives, serving equipment manufacturers directly and end users through a network of independent distributors & local service providers throughout the United States and Latin America.
We will examine rates and powers in four examples. In continuous flow, we will examine required and available powers when a given belt speed is reduced. In metered flow, we will examine required and available powers when a given belt speed is increased.
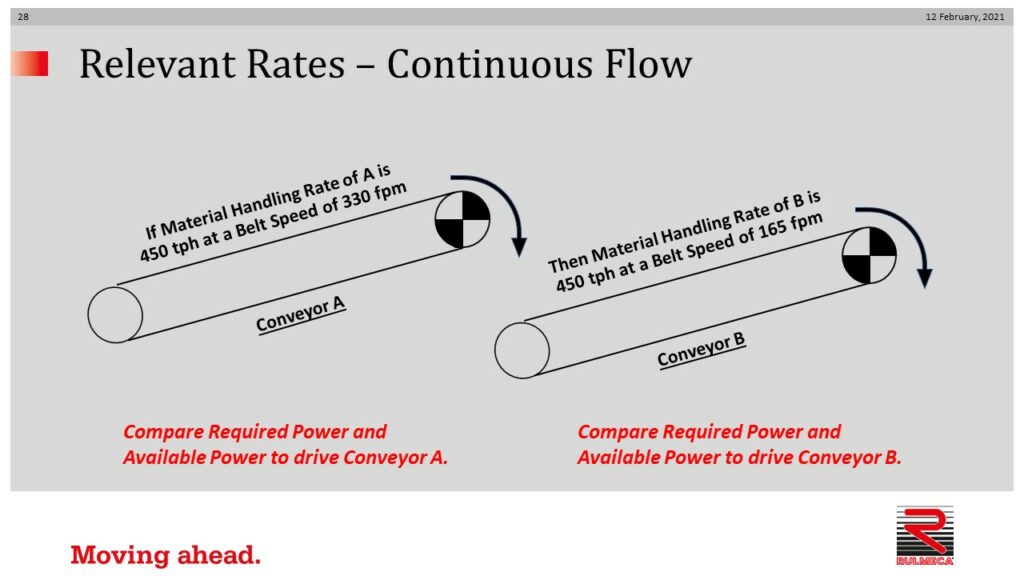
In continuous flow, material handling rate remains constant between conveyors. If, for example, conveyor A handles 450 TPH of stone at a 330 FPM belt speed, then conveyor B will handle 450 TPH at a 165 FPM belt speed, as long as the conveyor width is adequate.
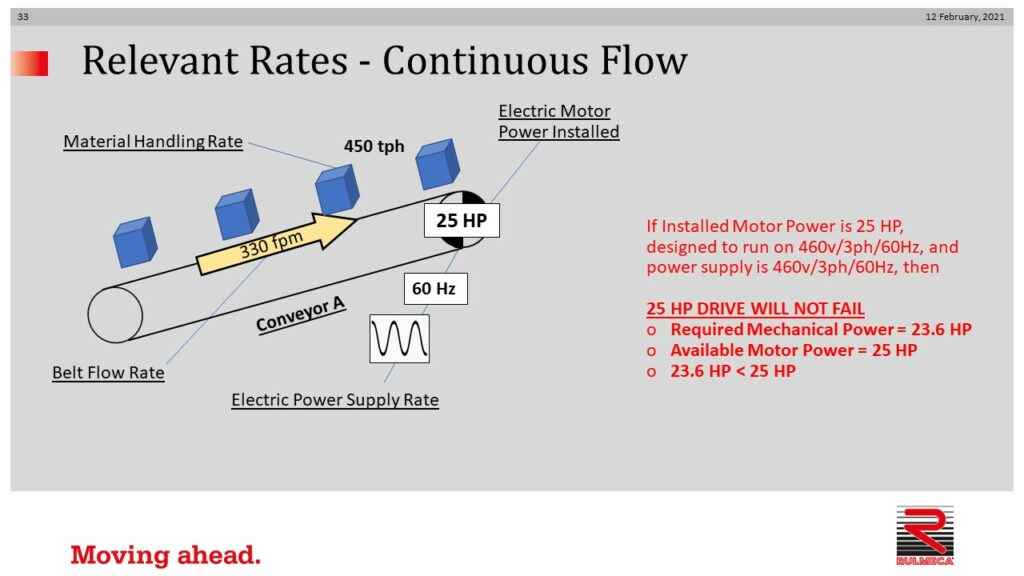
Analyze conveyor A as follows:
• Material Handling Rate = 450 TPH
• Conveyor Belt Speed = V = 330 FPM
• Power Supply = 460v/3ph/60Hz
• Motor is optimized to run on 460v/3ph/60Hz
The CEMA Conveyor Design Manual shows that required belt pull, Te, may be calculated using the equation below.
Te = LKt (Kx + KyWb + 0.015Wb) + Wm(LKy + H) + Tp + Tam + Tac
Required Power = Te x V
Required power to drive conveyor A = 23.6 HP.
A conveyor drive consists of an electric motor, gear reducer, and pulley. If the operator installs a 25 HP drive system, designed to run on a 460v/3ph/60Hz power supply, and the power supply is 460v/3ph/60Hz, the drive will not fail.
Required mechanical power = 23.6 HP
Installed power = 25 HP
Available power = 25 HP
23.6 HP is less than 25 HP
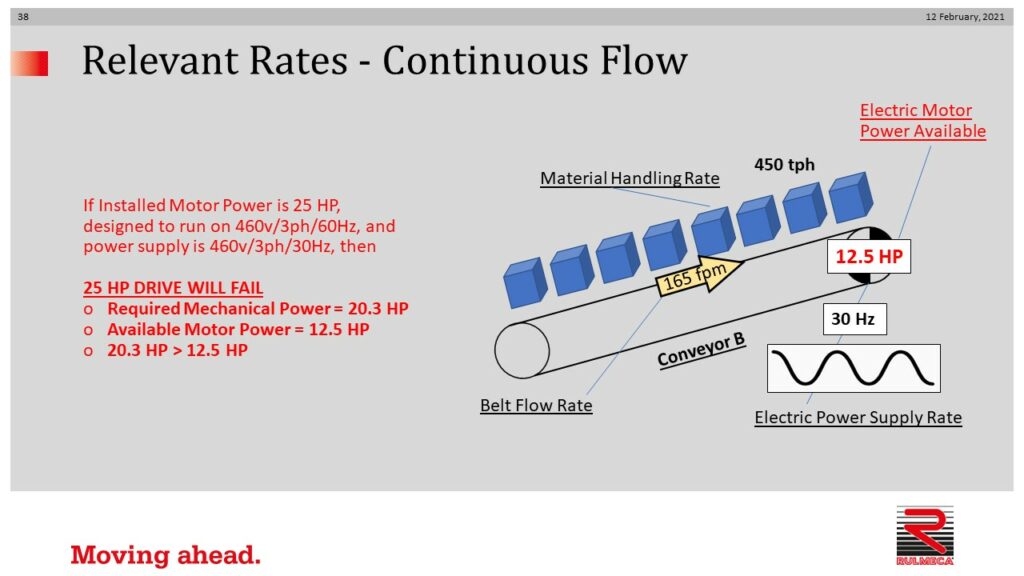
Analyze conveyor B powers as follows:
• Material Handling Rate = 450 TPH
• Conveyor Belt Speed = V = 165 FPM
• Power Supply = 460v/3ph/60Hz
• Motor is optimized to run on 460v/3ph/60Hz
If the operator uses the installed 25 HP drive system and the changes the supply frequency to 460v/3ph/30Hz to decrease belt speed to 165 FPM, then the drive will fail.
Required mechanical power = 20.3 HP
Installed power = 25 HP
Available power = 12.5 HP
20.3 HP is greater than 12.5 HP
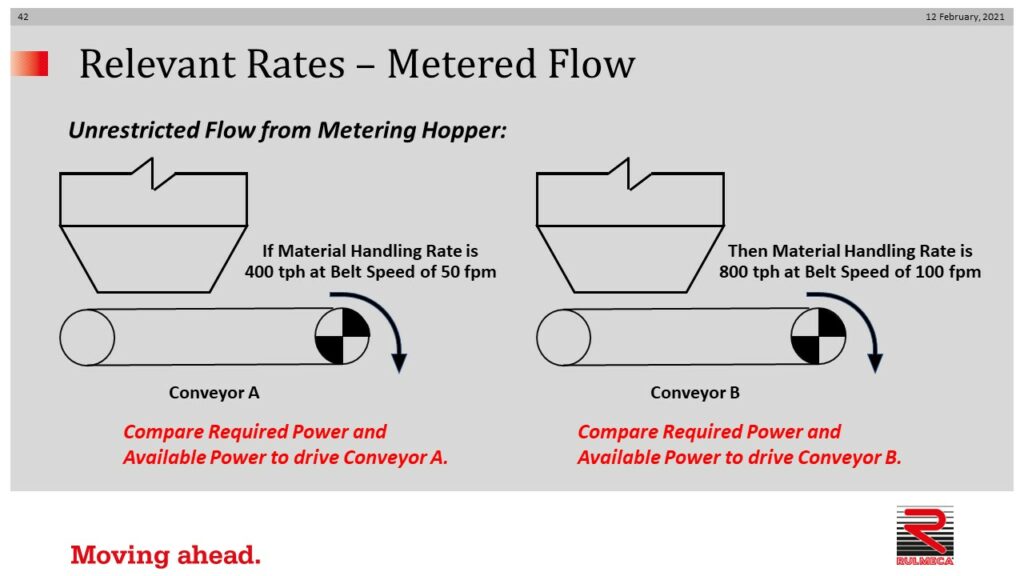
Two metered flow applications show the challenge of attempting to significantly increase belt speed with a VFD. In metered flow, material handling rate is linearly proportional to belt speed, as long as conveyor belt is sized appropriately. If conveyor A handles 400 TPH at a belt speed of 50 FPM, then conveyor B will handle 800 TPH at a belt speed of 100 FPM.
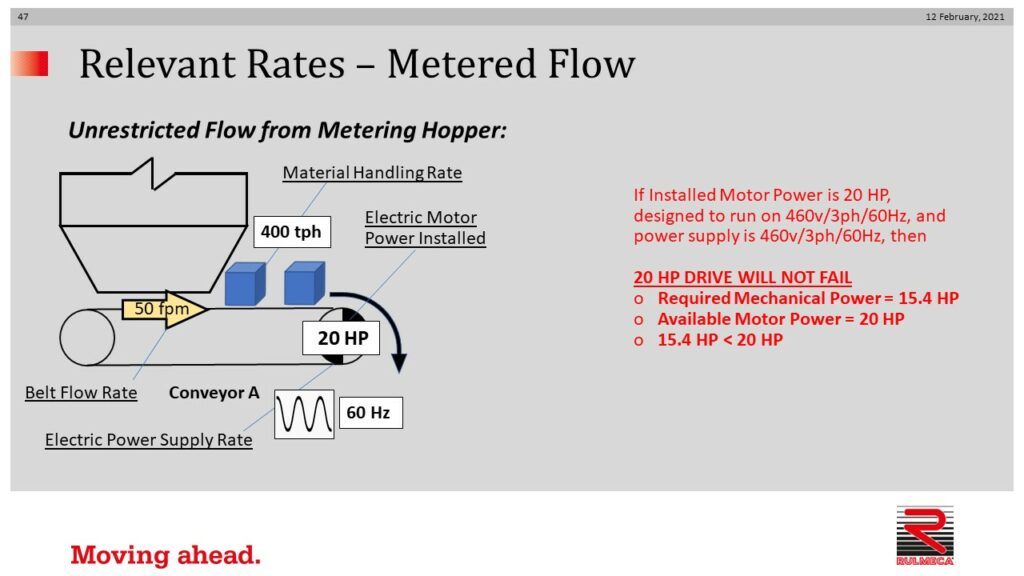
Analyze conveyor A powers as follows:
• Material Handling Rate = 400 TPH
• Conveyor Belt Speed = V = 50 FPM
• Power Supply = 460v/3ph/60Hz
• Motor is optimized to run on 460v/3ph/60Hz
Required power to drive conveyor A = 15.4 HP. If the operator installs a 20 HP drive system, designed to run on a 460v/3ph/60Hz power supply, and the power supply is 460v/3ph/60Hz, the drive will not fail.
Required mechanical power = 15.4 HP
Installed power = 20 HP
Available power = 20 HP
15.4 HP is less than 20 HP
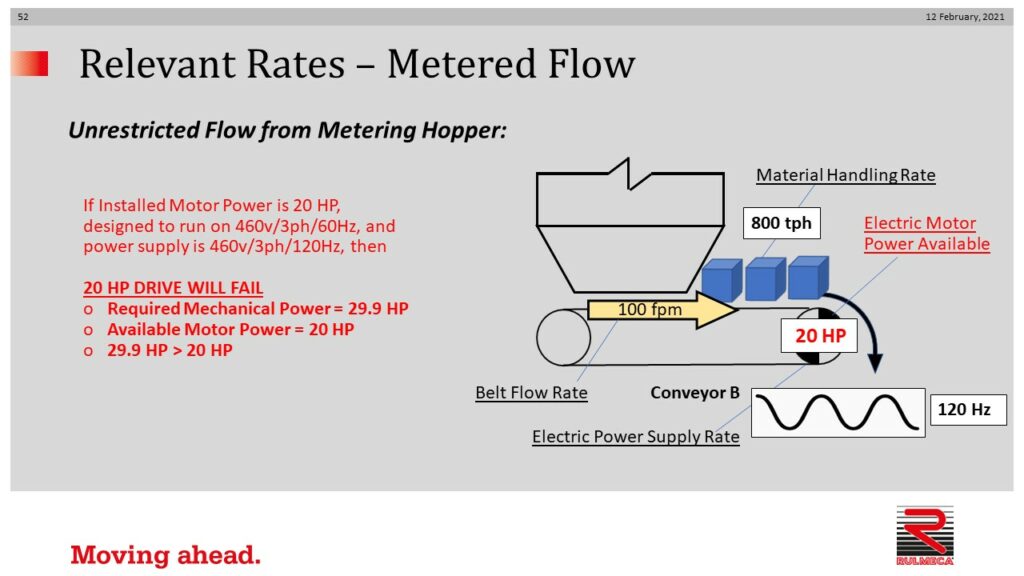
Analyze conveyor B powers as follows:
• Material Handling Rate = 800 TPH
• Conveyor Belt Speed = V = 100 FPM
• Power Supply = 460v/3ph/120Hz
• Motor is optimized to run on 460v/3ph/60Hz
Required power to drive conveyor A = 29.9 HP.
Installed power = 20 HP
Available power = 20 HP
29.9 HP is greater than 20 HP
The drive system will fail. It is impossible to drive the motor at 120 Hz.