
Conveyor Drive Optimization Tips
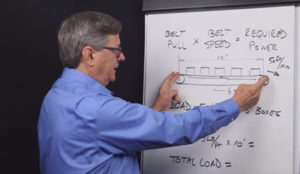
Technical Tip: Package Handling Conveyor Power – July 4, 2023 This “technical tip” answers how to calculate required belt pull and drive power for a horizontal slider bed supported package handling conveyor.
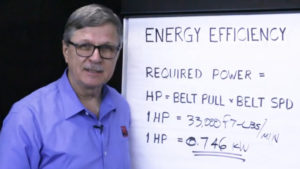
Technical Tip: Conveyor Energy Efficiency – June 4, 2023 This “technical tip” answers how to calculate conveyor drive electrical efficiency.

Technical Tip: Calculating Conveyor Belt Cleaner Drag – May 4, 2023 This “technical tip” answers how to calculate the drag a mechanical belt cleaner will exert on a bulk handling conveyor.
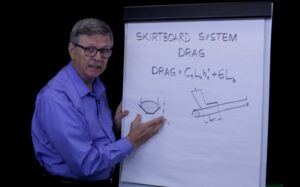
Technical Tip: Calculating Skirtboard System Drag – April 6, 2023 This “technical tip” answers how to calculate the drag a skirtboard system will exert on a bulk handling conveyor.
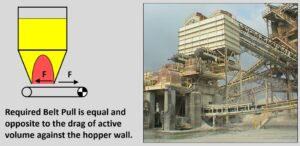
Technical Tip: Hopper Feeder Loading – March 24, 2023 This “technical tip” answers how to calculate the downward force a hopper will exert on a feeder conveyor.
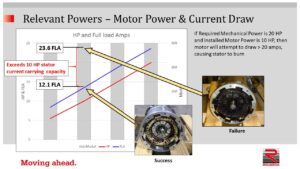
VFDs and Motors Part 3 of 3: Motor Power, Current Draw, and Motor Cooling – February 17, 2021 Conveyor operators and designers must understand that motor power and motor current draw are linearly related. It is also important to know that a dramatic change in motor rotor RPM can have a negative impact on the motor’s heat dissipation ability.
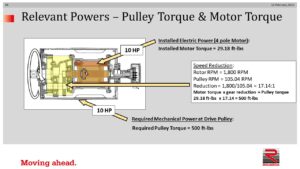
VFDs and Motors Part 2 of 3: Understanding Force, Torque, Work, and Power – February 17, 2021 Understanding the relationships among force, torque, work, and power will enable conveyor designers and operators to grasp not only how required speed reduction is calculated, but also how to avoid mistakes in “high torque/low speed” and “low torque/high speed” conveyor drive decisions.
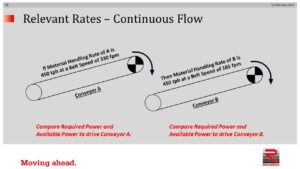
VFDs and Motors Part 1 of 3: Comparing Required and Available Rates when using a VFD – February 17, 2021 Conveyor designers and operators should be aware that three phase AC electric motor power is linearly proportional to power supply frequency. Therefore, it is necessary to always compare required and available power at all relevant rates, including all planned belt speeds and all planned materials handling rates. This principle not only applies to continuous flow conveyors, but also to metered flow conveyors.
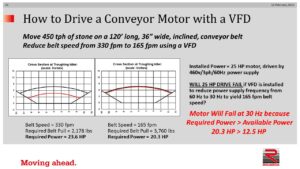
Driving a Conveyor Motor with a VFD – February 17, 2021 Conveyor designers and operators should be aware that three phase AC electric motor power is linearly proportional to power supply frequency. For example, a 25 HP motor designed to drive a 120′ long conveyor at 330 fpm to move 450 tph will fail if a VFD is installed to reduce power supply frequency to 30 Hz to provide a belt speed of 165 fpm.
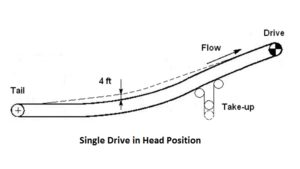
Eliminating Conveyor Belt Bounce – January 16, 2020 Diagram shows “belt bounce” problem which was eliminated from a tunnel reclaim conveyor more than nine years ago after its single (head) drive system was converted to a dual (head and tail) drive. This blog post explains how re-orienting conveyor belt tensions by means of dual drive technology can eliminate damage in convex conveyor belts caused by belt bounce during start-up.

Conveyor Tail Drives – November 12, 2019 Marl Pit at Cement Plant (USA), manufacturer delivered this crawler-mounted bucket wheel reclaimer in 2002 to excavate marl from a pit adjacent to the producer’s cement plant in South Carolina. It uses tail-mounted 31.5” diameter 100 HP Motorized Pulleys to drive the 54” wide boom and tail conveyor belts at 600 fpm. Externally mounted brakes prevent material from “rolling backwards” when conveyors are stopped because both conveyors can articulate to a 16º maximum inclination.

Conveyor Dual Drive Technology – November 2, 2019 Iron Ore ship loading terminal (USA) This dual drive system is “nested” beneath the discharge conveyor of a bucket wheel reclaimer. The serpentine arrangement yielded 420 degrees of belt wrap, significantly more than the original 180 degrees. Calculations showed that the additional 240 degrees of belt wrap reduced slack side tension to prevent belt slippage and/or sag, T2, by 29 percent. This drop in T2 resulted in a reduction of 13 percent in T1, total belt tension.

Hopper Feeder Conveyor Drives – October 15, 2019 Limestone Quarry (USA) Two 15.75” diameter 5.5 HP Motorized Pulleys were installed to automatically “choke feed” tertiary gyratory crushers, working in combination with variable frequency drives (VFD) and optical sensors to optimize product size and throughput rate. Each pulley drives a 36” wide belt at a maximum speed of 120 FPM to transfer 4” minus product at 425 TPH. After testing the “automatic choke feed” concept for two years, this national aggregate producer incorporated Motorized Pulley driven hopper feeder conveyors at five additional quarries in the Southeast and Midwest US.