
We supply Motorized Pulley belt conveyor drives, serving equipment manufacturers directly and end users through a network of independent distributors & local service providers throughout the United States and Latin America.
HOW TO AVOID CONVEYOR SKIRTBOARD PROBLEMS
This video explains how to implement the CEMA-recommended belt conveyor cross section on bulk handling conveyors and presents how to avoid common pitfalls in skirtboard design and utilization. It also demonstrates how the Rulmeca Corporation power calculation program may be used to determine required conveyor drive power while optimizing conveyor material cross section. It also serves as an introduction to a follow-up video on how to calculate the cost of electrical power consumption. Use this video in conjunction with our growing library of video tutorials.
This is the second part of our two-part tutorial on calculating Skirtboard Drag and the power required to overcome it.
We will review:
- Material spillage and how to avoid it
- How to avoid too much Skirtboard Drag
- How to avoid the power required to overcome too much Skirtboard Drag.
As usual, we will use the terminology from the Conveyor Equipment Manufacturers Association, Conveyor Design Guide.
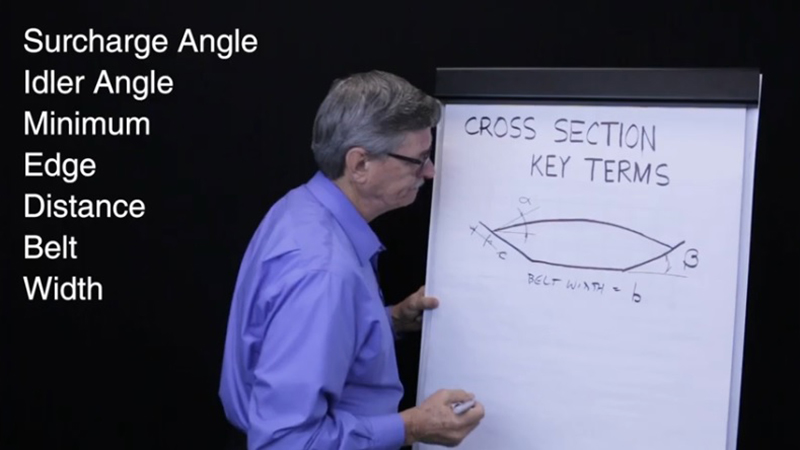
The following key terminology will assist you in designing and implementing skirtboard systems. This cross section shows a 35° troughing idler with material in it, drawn according to the CEMA-recommended Maximum Fill Factor.
Key terms are:
- Material surcharge angle = α
- Idler angle = β
- Minimum edge distance = c (inches)
- Belt Width = B (inches)
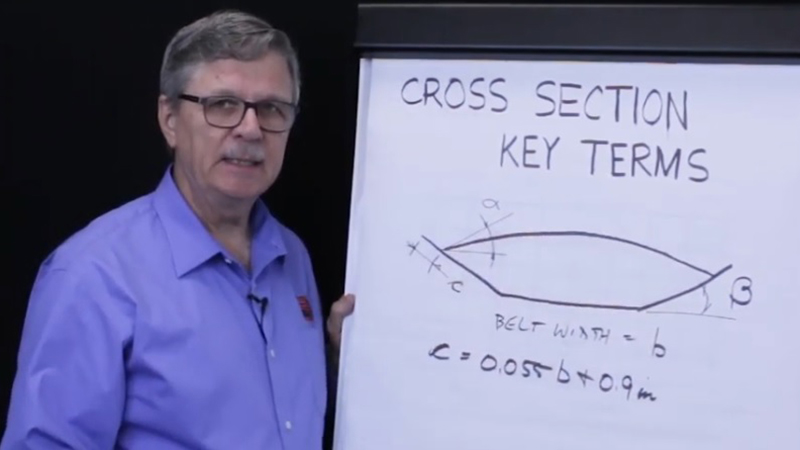
Minimum edge distance = c = 0.055B + 0.9”
Once we know the minimum edge distance, the geometry defined by this arc, and the trapezoid beneath it for a given set of parameters; we can calculate the CEMA-recommended maximum material cross section (in square feet) for those parameters.
After determining that, we can compare our “design cross section” against that CEMA maximum cross section recommendation. To do this, we need to know our material handling rate, expressed in tons per hour (TPH), the bulk density, expressed in pounds per cubic foot (pcf), and the belt speed, expressed in feet per minute (fpm).
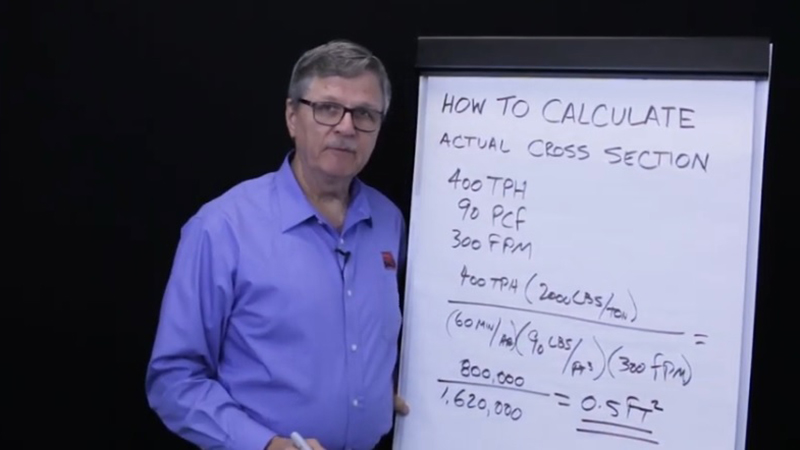
For example, consider the following parameters. Our material has a handling rate of 400 TPH. It is stone with a bulk density of 90 pounds per cubic foot (pcf). The conveyor belt speed is 300 feet per minute (fpm).
Cross section = [(400 TPH)x(2,000 lbs/ton)]/[(60 minutes/hour)x(90 pcf)x(300 fpm)]
= 800,000/1,620,000
= 0.5 ft2
Rulmeca Corporation has developed a program which enables users to calculate required belt pull and required conveyor drive power. It also enables users to compare design cross section against the CEMA-recommended maximum cross section. Here are the parameters mentioned previously. To complete the analysis a material surcharge angle of 25° has been added.
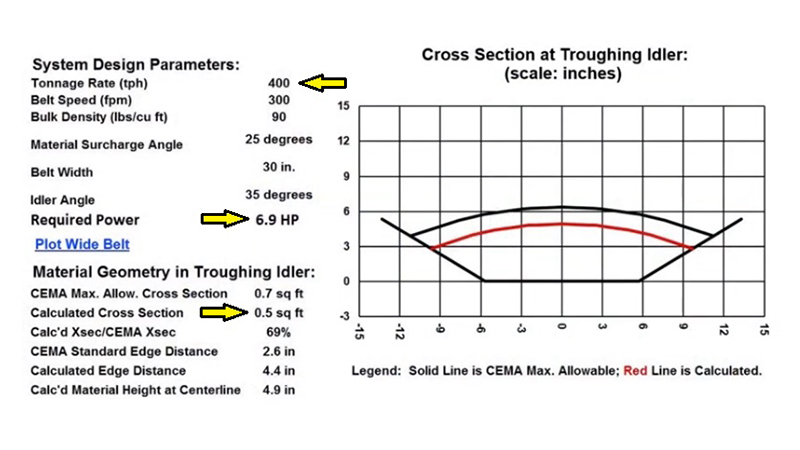
For these parameters the program yields a conveyor drive power requirement of 6.9 HP. The black curved line on the top of the cross section represents the CEMA maximum recommended cross section. The red curved line shows the upper limit of the design cross section. Also displayed are the CEMA “standard edge distance”, which in this case is 2.6 inches, and the CEMA-recommended maximum allowable cross section, which is 0.7 ft2.
Note that the program has calculated 0.5 ft2 as the actual cross section, which is 69% of the CEMA maximum allowable cross section. Also note that the edge distance of our design rate is 4.4 inches. We will now demonstrate how to use this program to avoid certain skirtboard pitfalls.
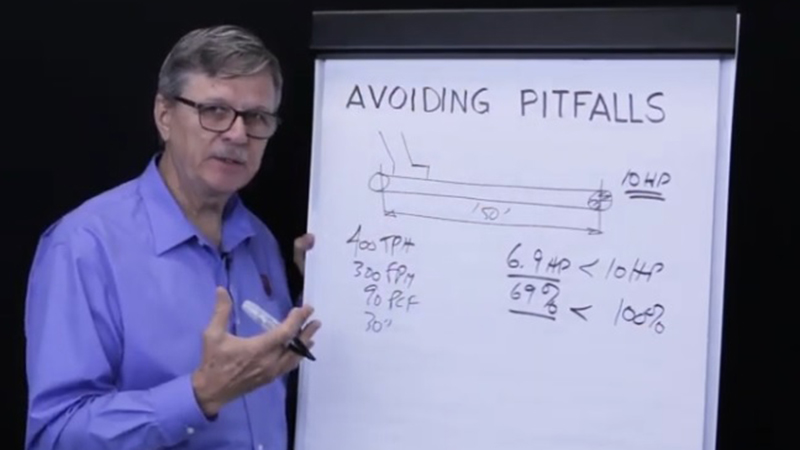
Consider that the conveyor used in our example is horizontal and has a length of 150 ft. The conveyor drive is 10 HP and is located at the discharge end. It is fed continuously using a skirtboard with a length of 12 ft and a material depth of 2 inches. As shown previously, the required drive power is 6.9 HP and the actual design cross section is 69% of the CEMA recommendation.
Required power = 6.9 HP < 10 HP
Actual cross section = 69% < 100%
Now assume the facility must increase the material handling rate on this conveyor. What options are available? The program will demonstrate that it is possible to handle 575 TPH at 300 fpm without modifying the conveyor.
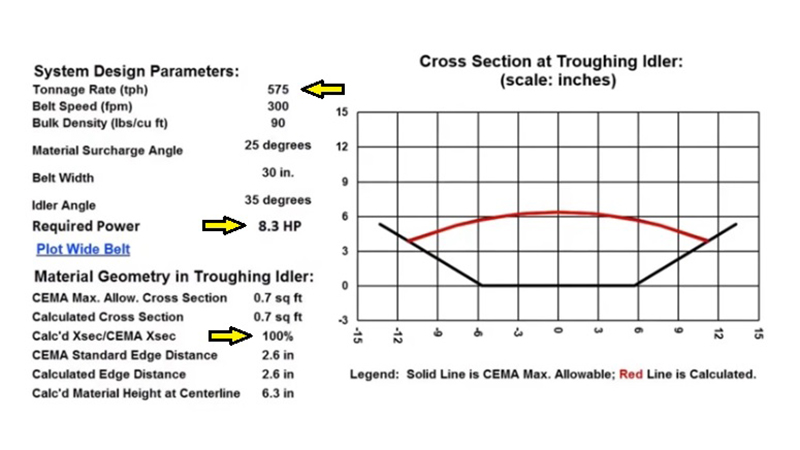
Required power = 8.3 HP < 10 HP
Actual cross section = 100% < 100%
Now let’s assume the facility must increase the material handling rate on this conveyor to 800 TPH. At this rate the cross section is 138% of the CEMA recommendation.
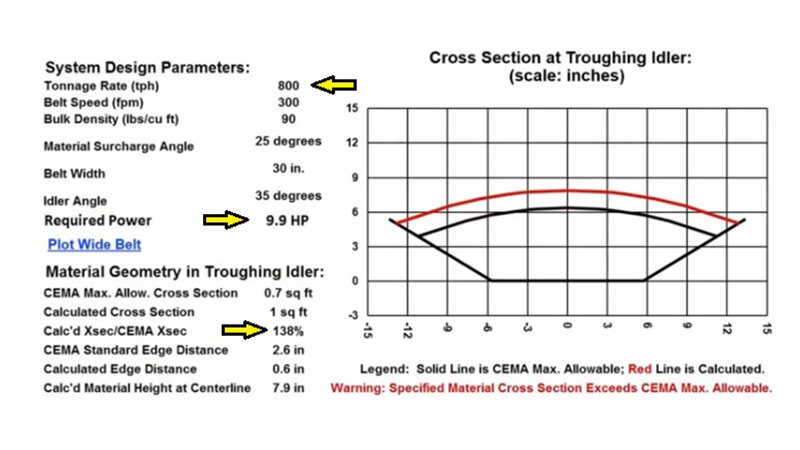
Required power = 9.9 HP < 10 HP
Actual cross section = 138% > 100%
The drive has enough power to move the material, but spillage problems will occur.
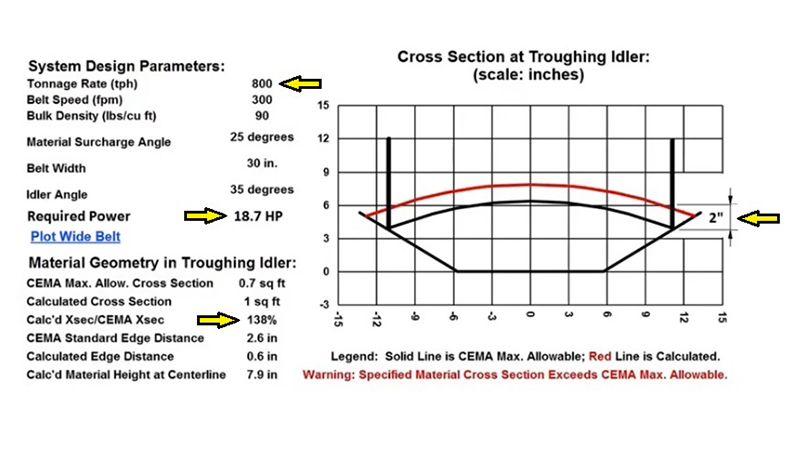
If our facility must handle 800 TPH on this conveyor and we want to maintain a 300 fpm belt speed, one idea might be to fully skirt the conveyor. Rather than having a 12 ft long skirt zone, we could install a 150 ft long skirt. Unfortunately, we would have 2 inches of material all along the conveyor rubbing against the steel skirt. That would require an 18.7 HP conveyor drive. Note, also, that the maintenance on these boards would be significant.
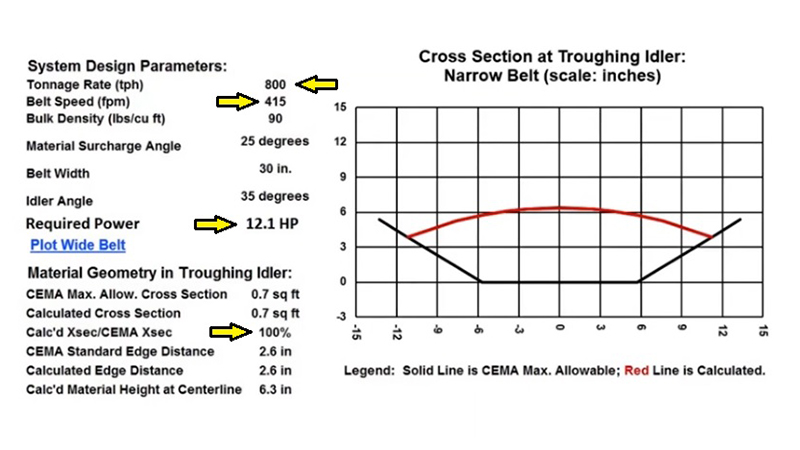
Another alternative to handling 800 TPH is to increase the conveyor speed to 415 fpm while keeping the skirt length at 12 feet long. The program shows that required power is 12.1 HP and the design cross section equals 100% of the CEMA recommendation.
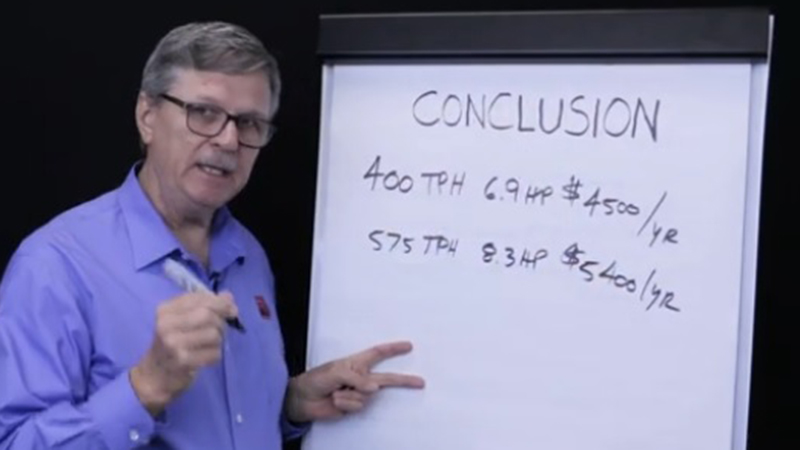
Let’s now draw some important conclusions. We learned that the conveyor described previously required 6.9 HP when handling 400 TPH at a rate of 300 fpm. If this conveyor were to run 24 hours per day, 365 days per year, and the electric utility charge is $0.10 per kilowatt-hour (kW-hr), the electric power to run this conveyor would cost $4,500 per year.
We could handle 575 TPH at 300 fpm on this conveyor by running at 100% of the CEMA-recommended maximum cross section. This would require 8.3 HP to drive the belt and the annual electric cost would be $5,400.
Our 10 HP drive could move 800 TPH at 300 fpm on this conveyor, but the actual cross section would be 138% of the CEMA-recommended cross section and spillage problems would occur.
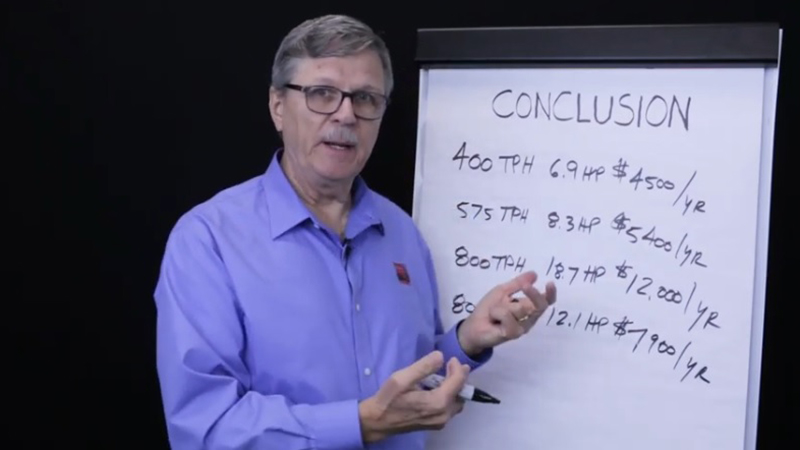
Attempting to handle 800 TPH at 300 fpm by fully skirting the conveyor would require 18.7 HP at an electric power cost of $12,000 per year. The amount of skirt maintenance would also be prohibitive.
However, investing in a new conveyor drive system with slightly more power and a 415 fpm belt speed (keeping all other parameters identical to the original configuration) would enable us to handle 800 TPH at 100% of the CEMA-recommended cross section and only require a 12.1 HP drive. Spillage would be eliminated and the annual electrical power cost would be $7,900. Note that the electrical power savings would be substantial. The faster conveyor requires 35% less electrical power than the fully-skirted solution. That converts to an electrical power savings of $4,100 per year.
Converting mechanical power usage into electrical power consumption, and then converting that into cost, will be the subject of our next video. We hope you enjoyed this video. For more information on conveyor design tips, please subscribe to our YouTube channel. Thank you very much.