
We supply Motorized Pulley belt conveyor drives, serving equipment manufacturers directly and end users through a network of independent distributors & local service providers throughout the United States and Latin America.
HOW TO CALCULATE CONVEYOR BELT TENSIONS
This video explains how to calculate conveyor belt tensions in bulk materials handling conveyors, with emphasis on effective tension, Te, and slack side tension, T2. It also explains how to convert effective tension into required conveyor drive power. Use this video in conjunction with our growing library of tutorials on how to design and maintain bulk handling belt conveyors.
This tutorial is for bulk handling conveyor belt engineers and technicians challenged with designing a new conveyor system and conveyor operators confronted with belt tension related problems, such as belt slip, belt sag, or excessive radial load. It explains basic principles involved in calculating belt tensions; introduces key terms, such as effective tension, slack side tension, and total tension; and serves as an introduction to our advanced tutorial on how to switch a single drive conveyor system to a dual drive conveyor system, to solve tension-related problems.
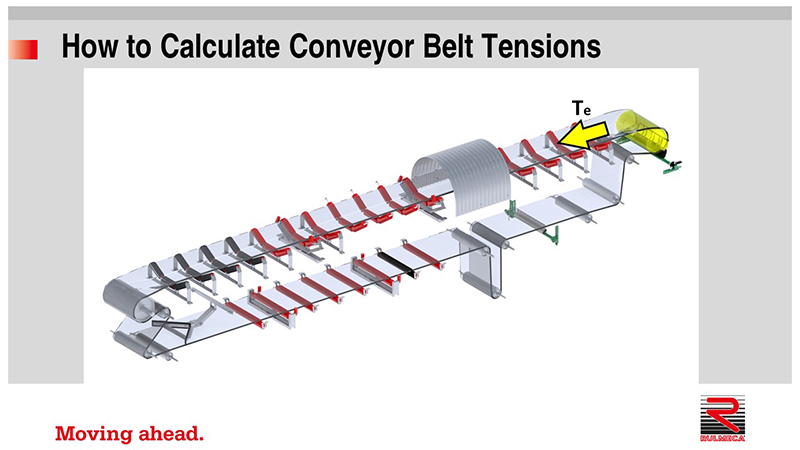
Common components on a typical bulk handling belt conveyor include head pulley, snub pulley, flat belt, tail pulley, carrying idlers, return idlers, belt plow, counterweighted take-up, belt cleaner, loading skirts, hopper feeder, and slider bed.
The 5th, 6th, and 7th editions of the Conveyor Equipment Manufacturers’ Association Belt Conveyor Design Manual includes several methods to calculate the belt tension required to move bulk materials on a conveyor belt. They are beyond the scope of this short video. These methods include “historical”, “basic”, and “universal” methods. We use historical nomenclature in this video and restrict the presentation to conveyors with standard loading conditions and continuous material flow.
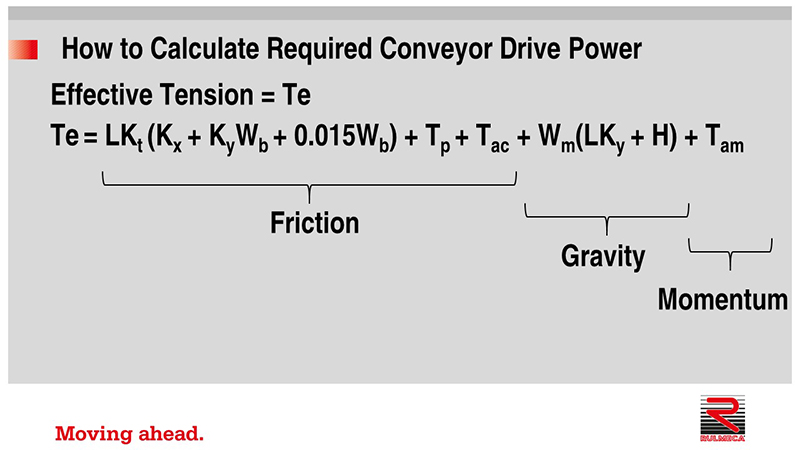
The CEMA Conveyor Design Manual provides this equation to calculate effective belt tension.
Te = LKt (Kx + KyWb + 0.015Wb) + Wm(LKy + H) + Tp + Tam + Tac
These parameters enable the designer to calculate belt tension required to overcome:
- Friction
- Gravity
- Momentum
Some Friction components are:
Tbc, the tension required to overcome belt cleaner drag (Click here to view Belt Cleaner Drag Video);
Tsb, the tension required overcome skirt board drag (Click here to view Skirtboard Drag video);
Tyr, the tension required to overcome friction in the bearings of the return rollers as the empty belt travels over the return strand.
Gravity components include:
Tb, the tension required to lift or lower the conveyor belt;
Tm, the tension required to lift or lower material.
The Momentum component, Tam, is the tension required to accelerate the material on the belt from the initial velocity, as it hits the conveyor, to the terminal velocity, which is defined as the conveyor belt speed.
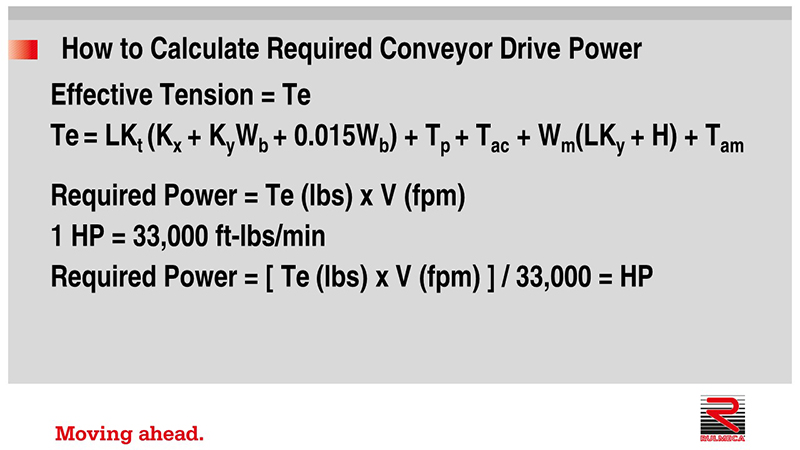
Required power equals effective tension times belt speed:
Required Power = Te x V
In imperial units, Te is expressed in pounds (lbs), and V is expressed in feet per minute (fpm). The product of the two factors is expressed in foot-pounds per minute (ft-lbs/min). Since one horsepower (HP) = 33,000 ft-lbs/min, required conveyor drive power may be expressed in HP as follows,
(Te in lbs) x (V in fpm)/((33,000 ft-lbs/min)/HP) = HP
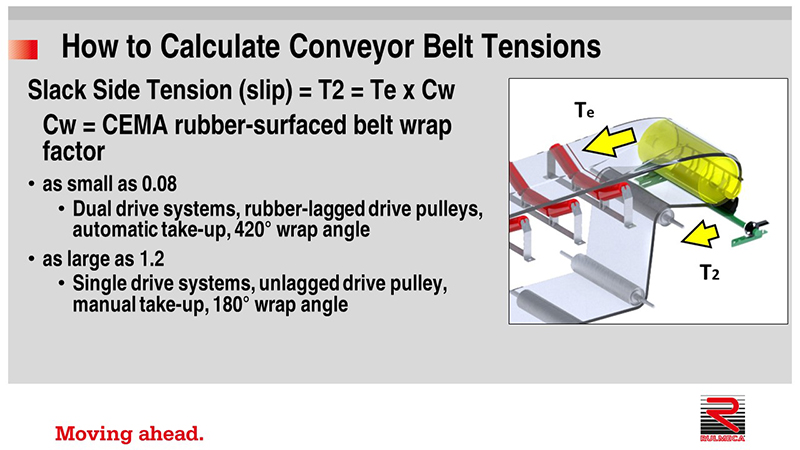
After calculating Te, it is important to calculate T2slip (slack side tension required to resist slippage of the belt on the pulley.) The historical method that CEMA provides to calculate T2slip is as follows:
T2slip = Te x Cw, where Cw is the CEMA wrap factor for a rubber surfaced belt.
The wrap factor can be as small as 0.08 for dual drive systems with rubber-lagged drive pulleys, an automatic take-up, and 420° of wrap angle, or as large as 1.2 for a single drive system, an unlagged pulley, manual take-up and 180° of belt wrap.
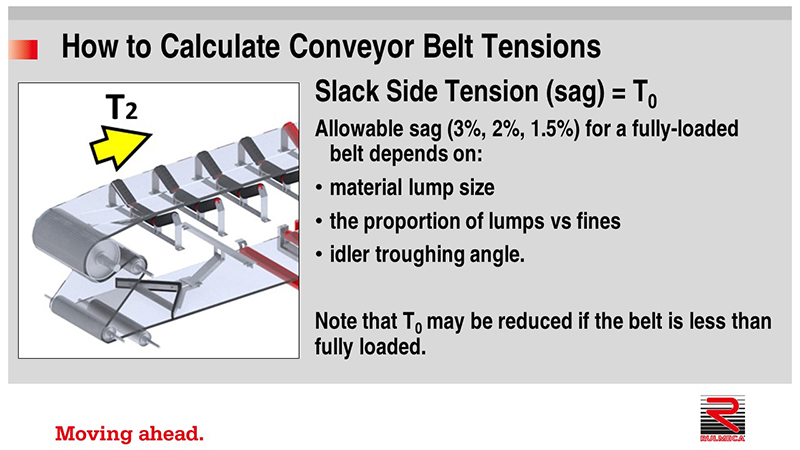
Next it is important to calculate T2sag (slack side tension required to prevent belt sag.) Sag is a phenomenon which can occur at the point of minimum tension in the carrying strand of a conveyor belt. On an inclined conveyor, it is usually in the vicinity of the loading zone.
The CEMA historical method allows the designer to select an appropriate percentage of sag between the carrying idlers, to prevent lumps or material from coming out of the conveyor belt. The three values CEMA provides are 3%, 2%, and 1.5% sag Those percentages are based on material lump size, the proportion of lumps vs. fines, and the idler troughing angle. Note that T0, the minimum tension to prevent sag, may be reduced if the belt is less than fully loaded.
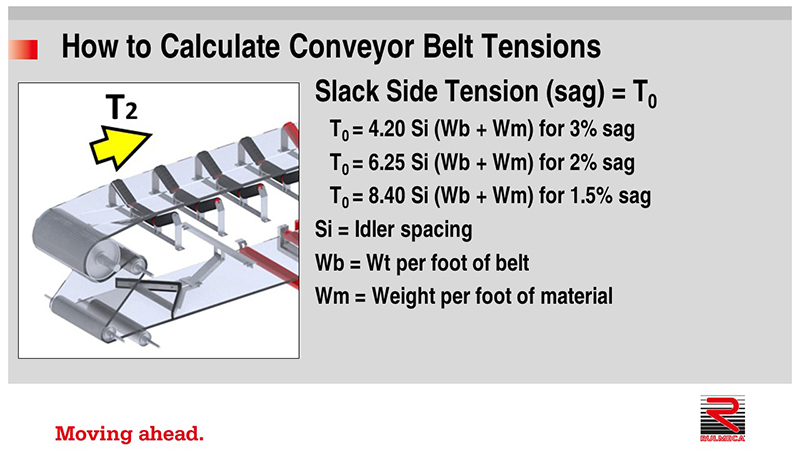
The three pertinent equations are:
T0 = 4.20 Si (Wb + Wm) for 3% sag
T0 = 6.25 Si (Wb + Wm) for 2% sag
T0 = 8.40 Si (Wb + Wm) for 1.5% sag
In these equations, Si is idler spacing in feet, Wb is a weight per foot of the belt, and Wm is a weight per foot of the material.
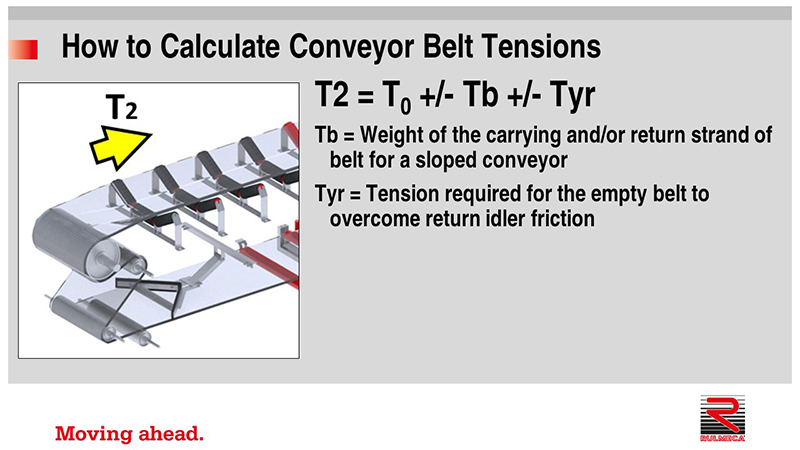
After calculating T0 it is essential to add or subtract the weight of the carrying and return strands of the belt for a sloped conveyor and add or subtract Tyr, which is the tension required for the empty belt to overcome idler friction.
After calculating T2slip and T2sag , it is essential select the larger of the two values.
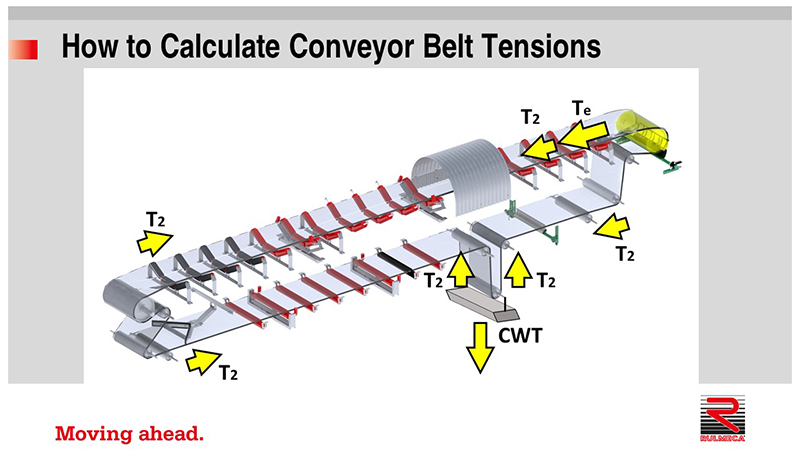
It is reasonable to assume that the value of T2 is uniformly distributed throughout the belt. If, for example, T2 = 1,000 lbs, in the case of a counterweighted take up, the weight of the counterweight must be 2,000 lbs. That is because the 2,000 lbs provided by gravity will be resisted with an equal and opposite force of 1,000 lbs in each of the two strands of conveyor belt.
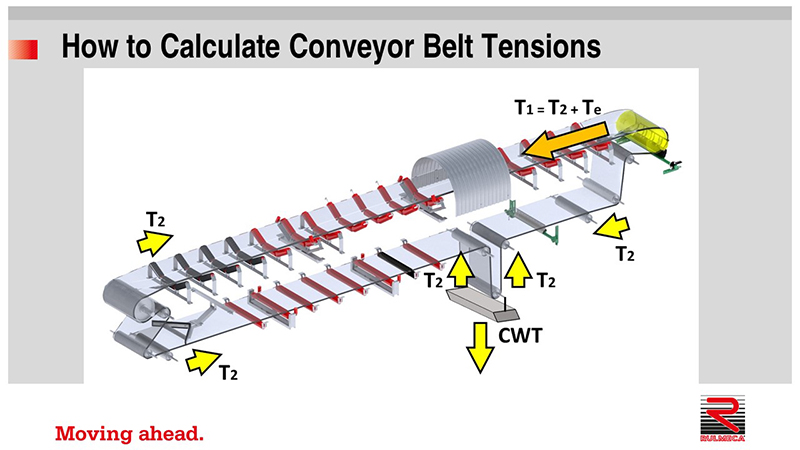
Once T2 has been determined, maximum belt tension may be calculated using this equation:
T1 = Te + T2
This value is required to select a belt. As shown in this video, T1 will occur in the immediate vicinity of the drive pulley in the case of an inclined conveyor with a conveyor drive in the head pulley position. We hope you found this short tutorial useful. For more tips on conveyor design please subscribe to our YouTube channel. Thank you very much.