
We supply Motorized Pulley belt conveyor drives, serving equipment manufacturers directly and end users through a network of independent distributors & local service providers throughout the United States and Latin America.
HOW TO SOLVE CONVEYOR BELT SLIPPAGE PROBLEMS
This is our 5th video in our “work from Home” video series addressing conveyor drive problems. Today’s topic is Belt Slippage and Belt Bounce. Today is April 13th. This video is sponsored by Rulmeca Corporation.

We are a major supplier of Motorized Pulleys for the US materials handling market, and I’m your host, Mike Gawinski.

We are part of the International Rulmeca Group, a major supplier of rollers, Motorized Pulleys, pulleys and components for the global materials handling market. We’re headquartered in Bergamo, Italy with affiliates in 24 countries.

Effective March 30th, Rulmeca Corporation was designated as essential during the virus response. Therefore, we’re continuing to produce and repair Motorized Pulleys. However, all our sales and administrative staff are working from their homes, as I am today. This video is for anyone interested in belt conveyor operations and design.
We launched free online consulting and training services in April in three formats:
- 10 to 20 minute tailored online discussions
- 30 to 40 minute classes on standard topics
- 60 minute webinars standard and custom-made
Due to COVID-19 we cancelled all 2020 seminars in Wilmington and replaced them with webinars. Webinars will include lectures and workshops, as needed.
Today’s topic is how to solve conveyor belt slippage and bouncing problems.
Reasons for Slippage Problems (most often with mechanical take-up)
- Driving from Tail Position (reversing and non-reversing belts)
- Articulating Conveyor
- Age of Conveyor Belt (i.e. stretched)
- Lack of Maintenance of Mechanical Take-up
- Reduced maintenance staff
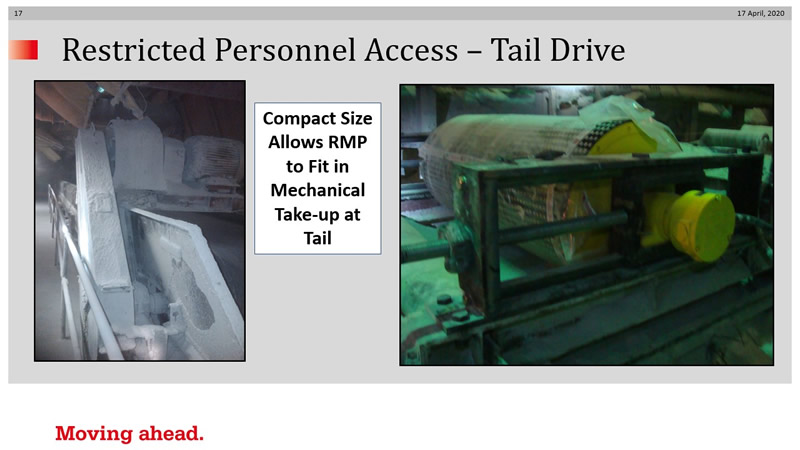
- No convenient personnel access walkway, high location or restricted location
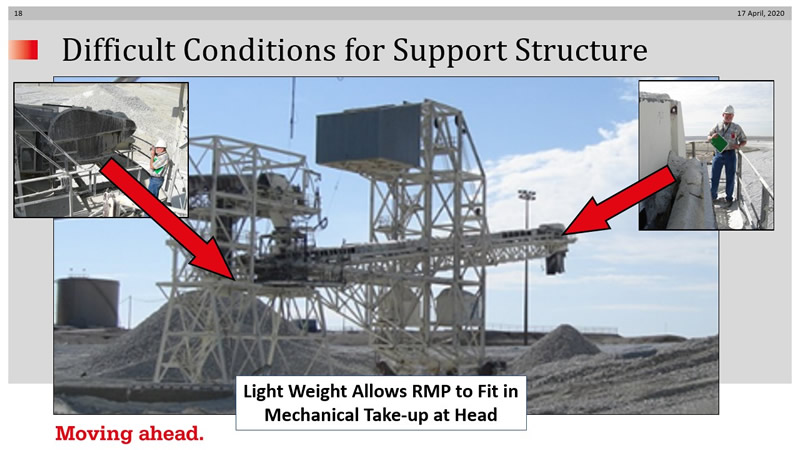
- Harsh Operating Conditions
- Cold weather
- Rainy weather
Reasons for Belt Bouncing Problems (with counterweighted and mechanical take-ups)
- Vertical Curve (start-up with empty belt)
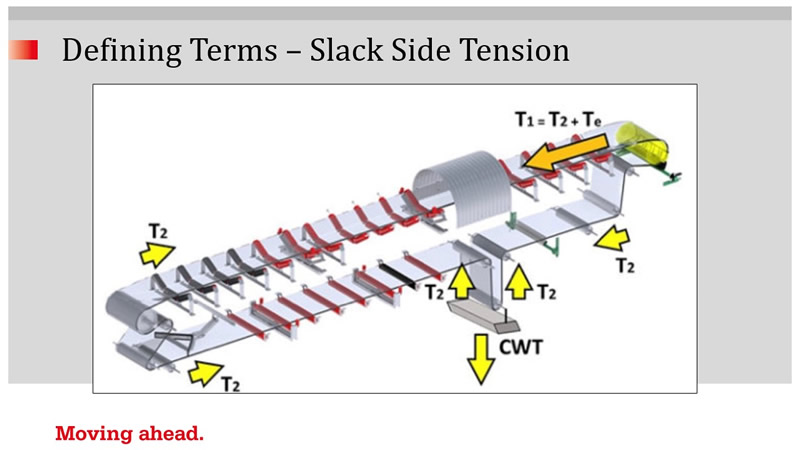
Slack side tension, also called T2, is the belt tension required to prevent pulley slippage on the belt and belt sag within the carrying idlers We will focus on the T2 required to prevent slippage in this talk.
Slack side tension to prevent slip is a function of the angle of wrap. The larger the wrap angle the lower the tension required to prevent slip. This video will contrast exposed conveyor drive systems with internally-powered drive systems. The left photo shows an exposed drive system with an external motor, gearbox, and sprocket and chain. The right photo shows a Motorized Pulley, which has been installed in a standard mechanical take-up.
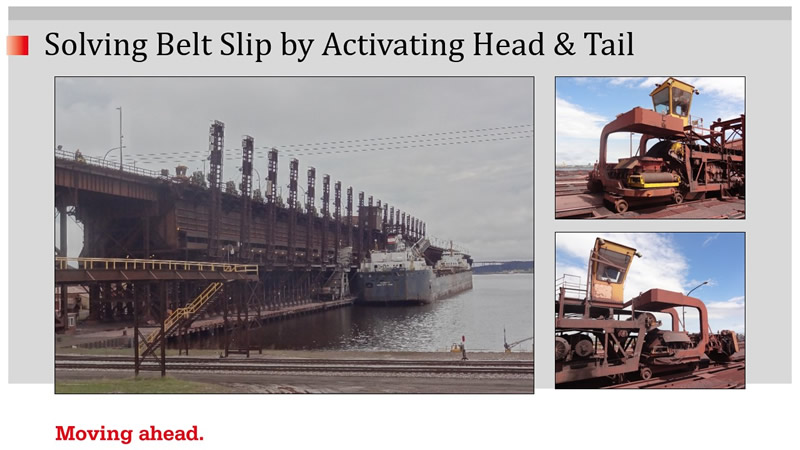
This 30-year-old radial stacker initially had a single 100 HP drive in the tail (with 180 degrees of belt wrap) and slipped in rainy weathe0r. The mineral being handled acts like detergent and makes the belt and pulley slippery during rainy weather. Installing another 180 degrees of belt wrap in the head position, by adding a 60 HP, 24-inch diameter Motorized Pulley, completely stopped the slipping problem.

This primary walnut transfer conveyor slipped in rainy conditions, in spite of the fact that the exposed drive was at the head. Adding another 180 degrees of belt wrap, by installing 3 HP, 8-inch diameter Motorized Pulley in the mechanical take-up in the tail position, eliminated all slippage.
This 30-year-old dock conveyor was driven with two drives, a north drive to pull ore north and a south drive to pull ore south. After it was converted to two internally-powered drives, the operator reported that the belt would slip at start-up in certain winter conditions. Activating both drives simultaneously, providing 360 degrees of belt wrap, solved the wintertime slippage.
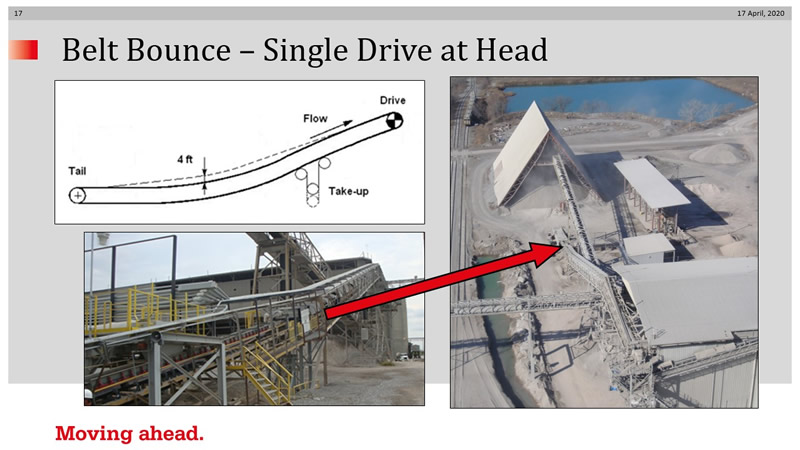
With a single 75 HP drive at the head, this cement plant storage shed delivered limestone from five draw down points in the reclaim tunnel to a transfer tower via a conveyor with a vertical curve. Whenever the belt started empty it would jump up off the carrying idlers and occasionally damage the belt or feeder structure.
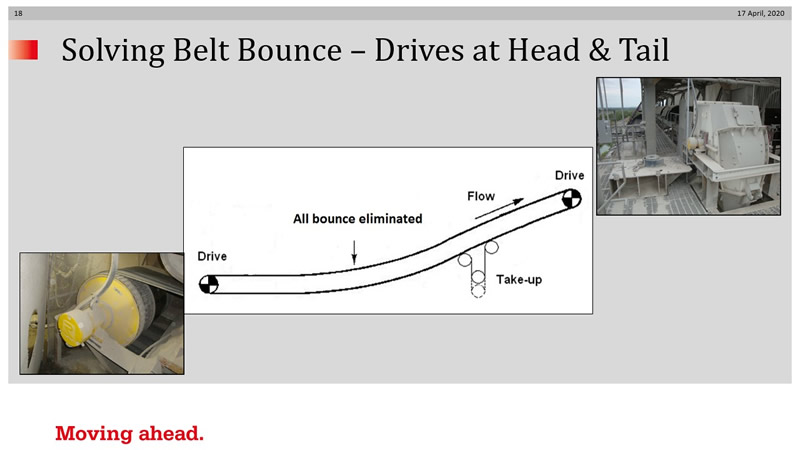
All belt bounce was eliminated by switching from a single head drive to a dual (head and tail) drive system. Two 50 HP 24 inch diameter Motorized Pulleys replaced one 75 HP exposed drive system.
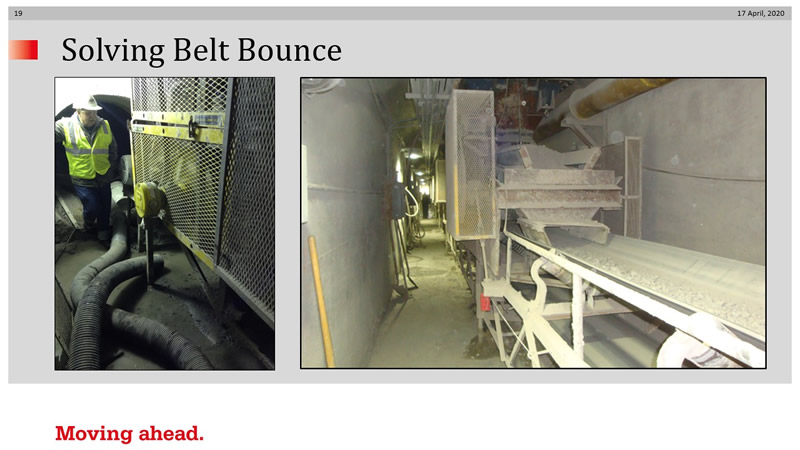
Prior to installation, the operator expressed concern about installing a drive in the tunnel because it was subject to flooding. The left photo shows the tail pulley, after being inundated three times, sustained no damage. The right photo shows a feeder, now protected, because bouncing was eliminated.
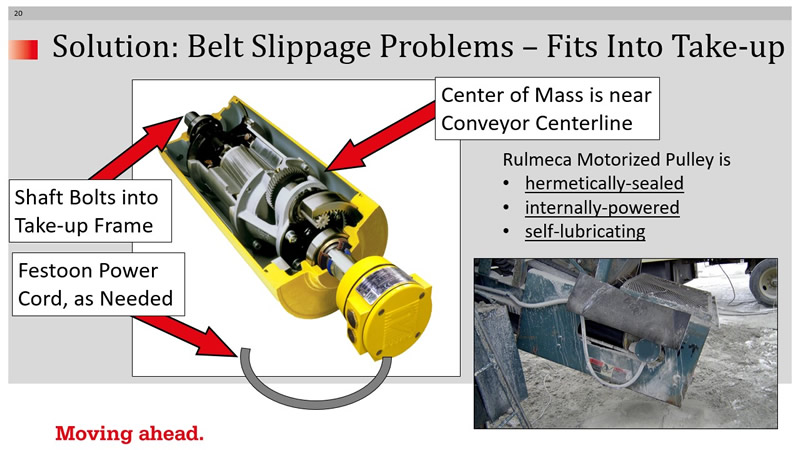
An internally-powered drive is easy to install in a mechanical take-up. Its mounting bracket can be installed anywhere an external pillow block bearing can be mounted. Also note the center of mass is at the conveyor centerline. When installing a Motorized Pulley in a screw take-up festoon the power cord, as shown.
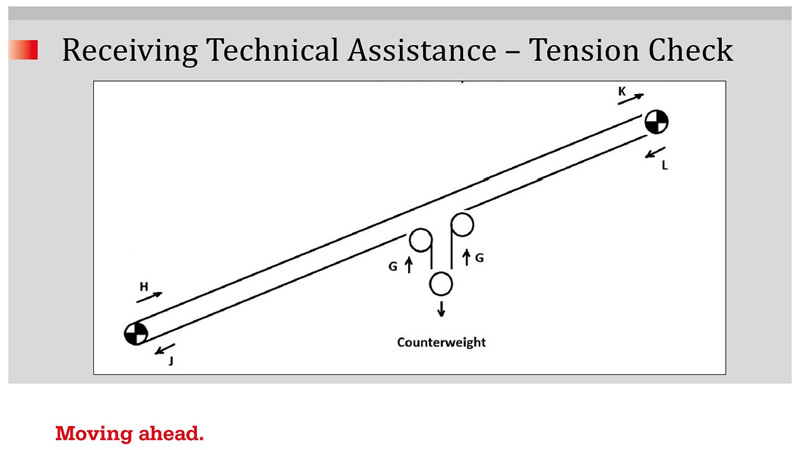
Here is an example of a belt tension review performed by Rulmeca Corporation after this salt mine operator replaced one drive with two drives. He requested guidance on how to effectively handle a higher throughput rate made possible by the additional power.
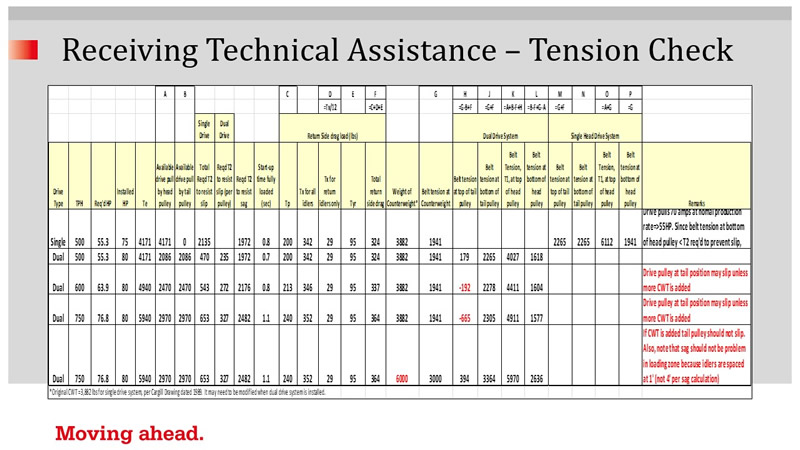
This chart shows at what handling rate T2 should be increased to prevent slippage.
That concludes our short video on belt slippage and belt bouncing. Don’t forget that we now have free online consulting and training service available. Also, remember that we have a growing library of “How to” video tutorials, our six “Work from Home” videos, and all webinar recordings on our website and YouTube channel.
To contact us, please send us an email at sales-us@rulmeca.com or call us at (910) 794-9294. Thank you for spending time with us today. We all hope this virus crisis will be over soon. Let’s keep our chins up.