
We supply Motorized Pulley belt conveyor drives, serving equipment manufacturers directly and end users through a network of independent distributors & local service providers throughout the United States and Latin America.
HOW TO SOLVE CONVEYOR DRIVE INADEQUATE POWER PROBLEMS
This is our sixth video in this “Work from Home” series addressing conveyor drive problems. Today’s topic is inadequate power. This video is sponsored by Rulmeca Corporation and I’m your host, Mike Gawinski. We’re a major supplier of Motorized Pulleys for the U.S. materials handling market and we’re headquartered in Wilmington, North Carolina. We’re part of the Rulmeca Group, a major supplier of rollers, Motorized Pulleys, pulleys, and components for the global materials handling market. We’re headquartered in Bergamo, Italy, with affiliates in 24 countries around the world.

Effective March 30th of this year, we were designated as “essential” during the COVID-19 response. So, we have continued production and repair of Motorized Pulleys in our Wilmington facility. However, all of our administration and sales staff are working from home, as I am today. This video is prepared for anyone working from home who is interested in belt conveyor operations and design. We recently launched our online consulting and training service with good response, I’m happy to say.
This online service is available in three formats. Our 10 to 20 minute online discussions will put you in touch with an engineer who could help you with your specific conveyor drive problem. Our 30 to 40 minute classes address six standard conveyor drive topics. And we’ve decided to cancel all seminars for 2020 and replace them with webinars. These will be presented in 60 minute sessions and they will include both lectures and workshops. Our next webinar will be April 21st at 10:00am US Eastern Time.
Today’s topic is inadequate conveyor drive power. As in all of our other talks, we recommend that you identify your conveyor drive problem, request technical assistance, consider a technical solution, and then obtain and consider a commercial offer. It’s always important to note at the outset whether or not you’re considering a new project or conversion of an existing system. What are the reasons for inadequate power? Well, the wrong equipment could have been installed. Or the correct equipment was originally installed, but something changed such as handling rate or type of material, or ambient conditions.
What is the failure mode? Are you experiencing minor occasional motor tripping once a month? Or, are you experiencing major motor burnout or major conveyor drive mechanical failure, shutting you down for hours or days?
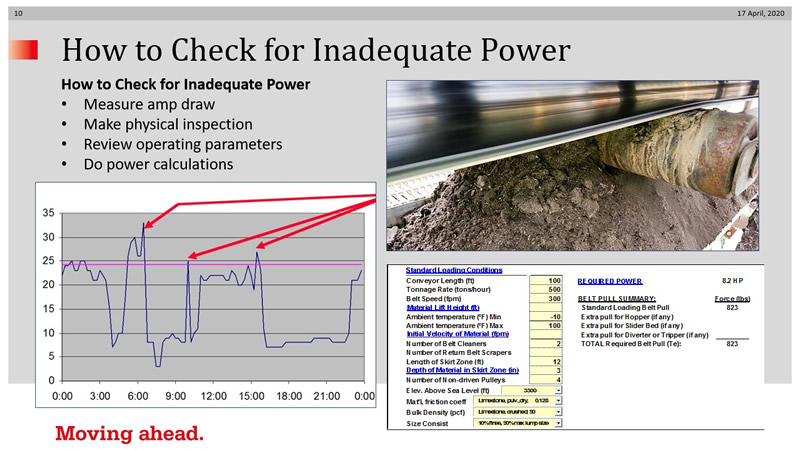
We recommend, that you check for inadequate power as follows. Measure amp draw, make physical inspections, review your operating parameters and do power calculations. We can help with the power calculations. These could be done simultaneously.
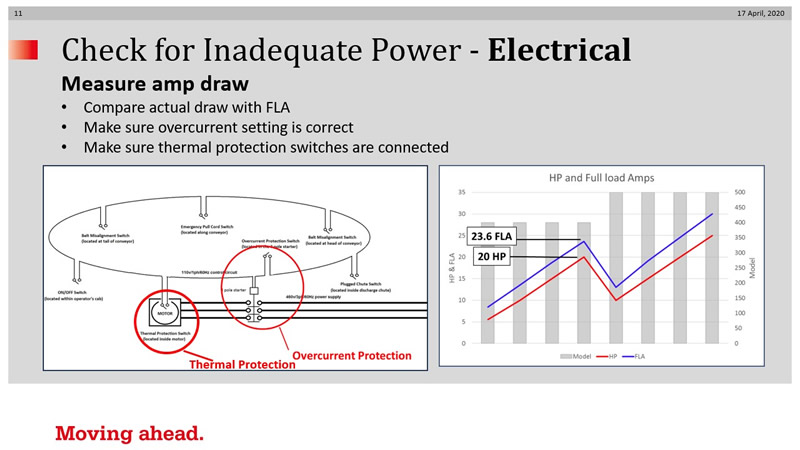
Measuring amp draw. This is where electricians would get involved. You should compare, your actual draw of current under full load conditions with the FLA (full load amps), printed on the data label of the motor. Make sure that your overcurrent setting is correct, and make sure, if available, thermal protection is connected as well as over current protection.
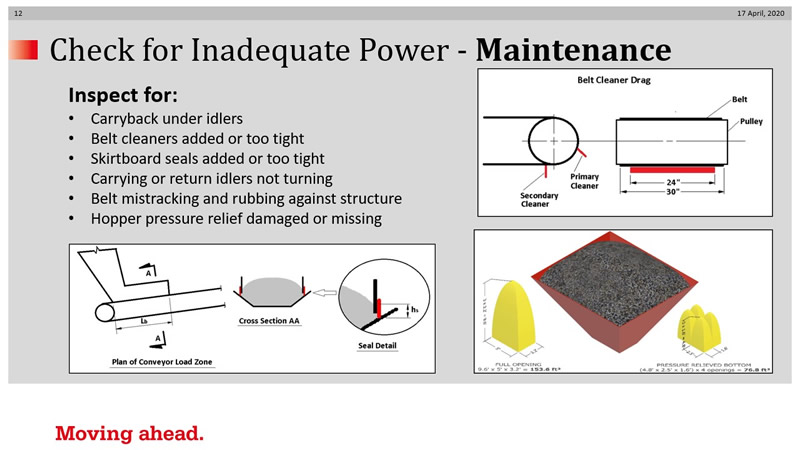
The maintenance staff should get involved in this step. They should inspect for carry-back beneath the idlers. They should also check to see whether or not belt cleaners were added or are now too tight, or if skirtboard seals were added or they’re too tight. Or if some idlers are not turning due to failed bearings. Maybe the belt is mistracking. It’s also possible that hopper pressure relief could have been damaged or is missing.
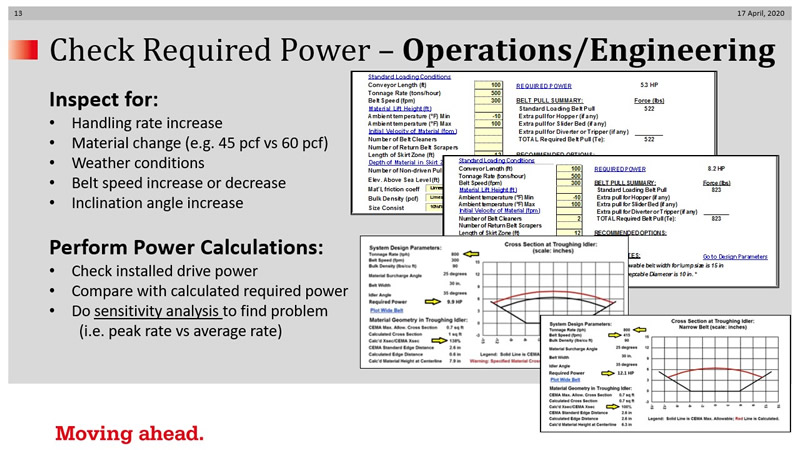
Operations and engineering should get involved in diagnosing the problem. Operations folks should be able to know:
- Did the handling rate increase?
- Did the material change?
- Is the weather condition different now than it was when it was originally designed?
- Is the belt speed different than it was originally? Belt speed can increase or decrease required power.
- Did the inclination angle of the conveyor change?
It’s very useful to perform power calculations and compare the installed drive system with the calculated required power. We recommend sensitivity analysis be done to isolate the problem.
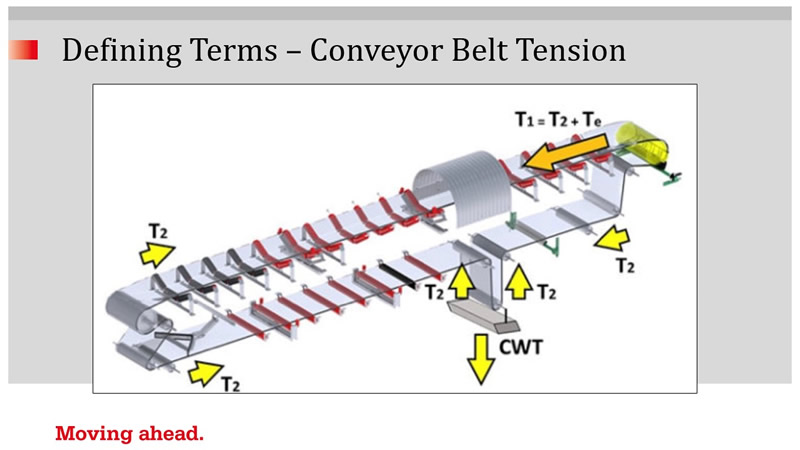
Now let’s define some terms. Te, which you can see on the upper right hand portion, is “effective tension”. That’s the tension required to move product on the conveyor. Another very important tension component is T2, slack side tension. We use the CEMA historical method to determine how much belt tension is required to overcome friction, gravity, and momentum to move the product. Once we know the amount of tension and belt speed, we can easily convert the product of those two numbers into horsepower.
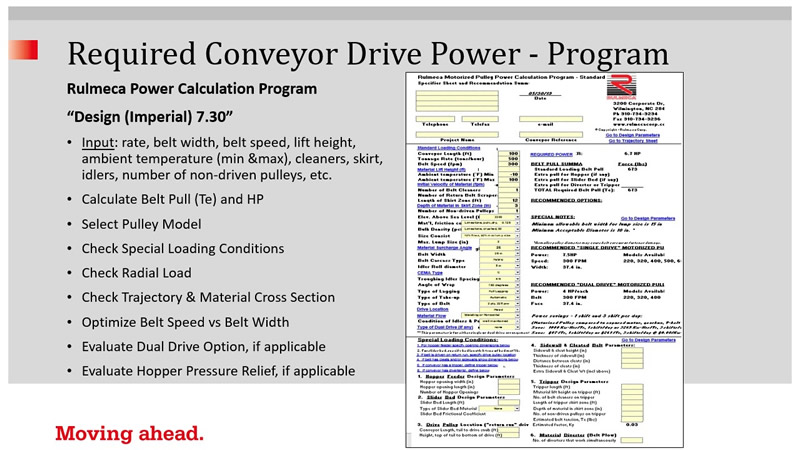
This is how the required power answer sheet would look is you request assistance from us. If you fill out an app sheet, this is how we would respond. You can also download the power calculation program from our website. It’s essential to input the current parameters, such as the current material handling rate, belt width, belt speed, and lift height. The program will enable the user to:
- calculate belt pull and required power
- drive pulley selection
- check special loading conditions
- verify radial load is adequate
It will also enable the user to do sensitivity analysis to optimize belt speed versus belt width to resolve the inadequate power problem. The program was also designed to enable the user to try a dual drive option as a means to solving the inadequate power problem.
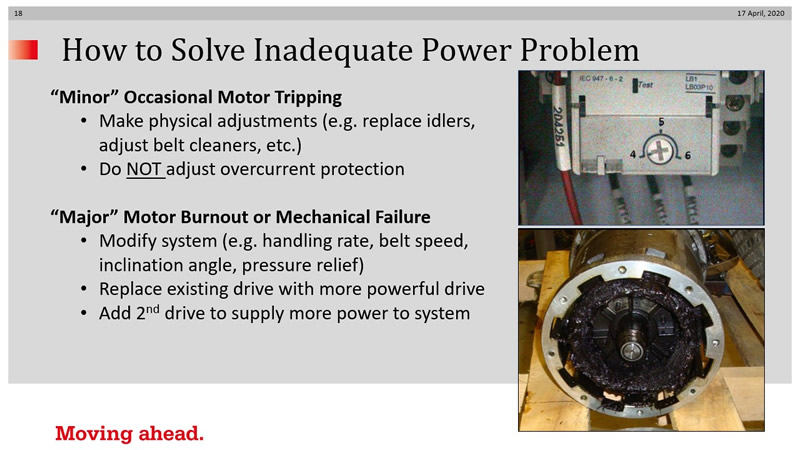
A minor problem might be an occasional motor trip. It may be possible to simply make some physical adjustments such as replacing idlers or adjusting a belt cleaner to eliminate occasional nuisance tripping. We absolutely recommend that you never adjust the overcurrent protection. If the full load amps of the motor is four, as in the example, and you are having motor tripping, do not change the over current setting to six amps. This will negate overcurrent protection.
If you’re having major motor burnout problem or some mechanical failure, it may be possible to modify the system (e.g. handling rate or belt speed) and we can help with that. However, it may be impossible to modify the handling rate or the belt speed. Therefore, it may be necessary to replace the complete existing drive with a more powerful drive. An alternative which we would like you to consider is the addition of a second drive to the existing system.
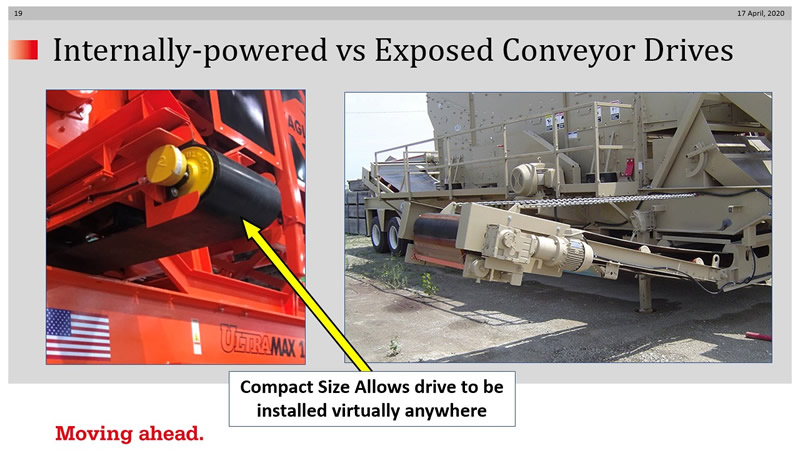
That can be done and has been done. As in all of our other presentations, we are going to be contrasting internally-powered conveyor drives with exposed conveyor drives, as you can see pictured here.
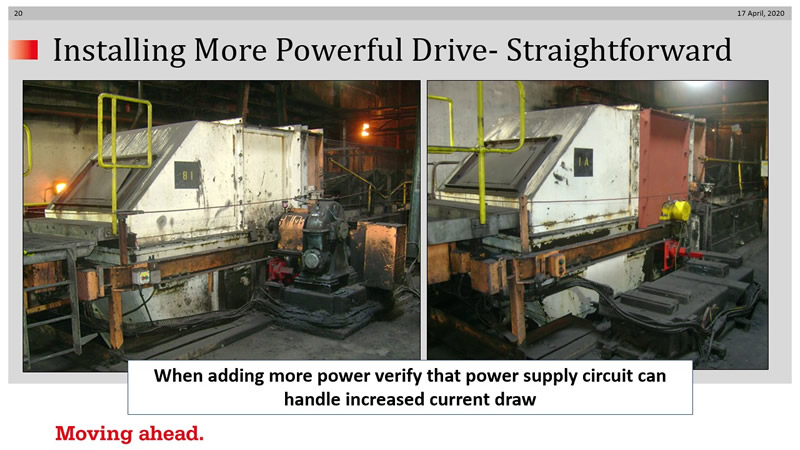
If the installation of a more powerful single drive is needed, it’s straightforward. Take the old one out, put the new one in. However, note that it is important to verify that the power supply circuit can handle the increased current draw of the more powerful motor.
Note that is also possible to supplement a “weak” drive system with a second drive system, as described below.
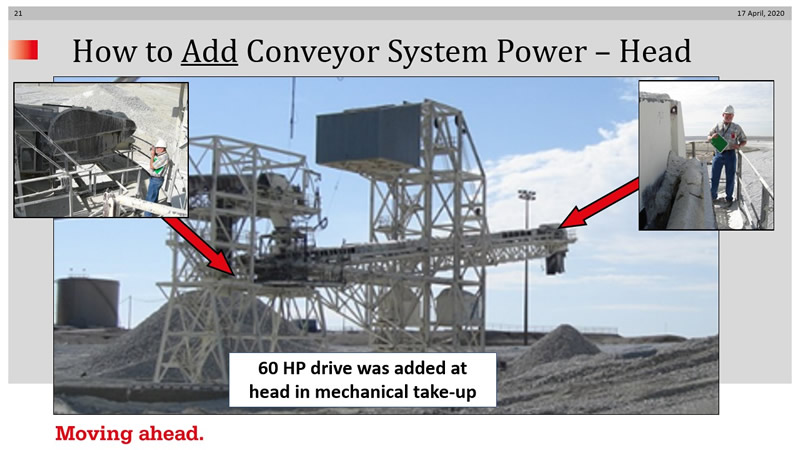
The case you see pictured here is a radial stacker in which a 30 year old, 100 horsepower drive at the tail was supplemented with a new 60 horsepower drive, installed at the head. To do this, it was necessary to drive each of the two motors with variable frequency drives and they needed to be set up to do load-sharing.

Here’s an example of a much smaller application in which a tail drive was added to put more power into the conveyor.
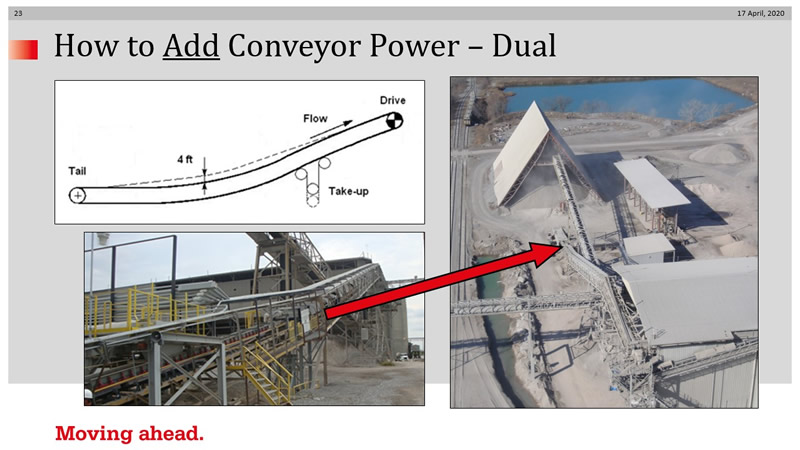
Here is an example in which a single drive, which had inadequate power, was replaced with a dual drive system. This was discussed in a previous video on belt bouncing. The original drive system of 75 horsepower did not have enough power to start up a fully-loaded conveyor, if it tripped out under full load conditions.
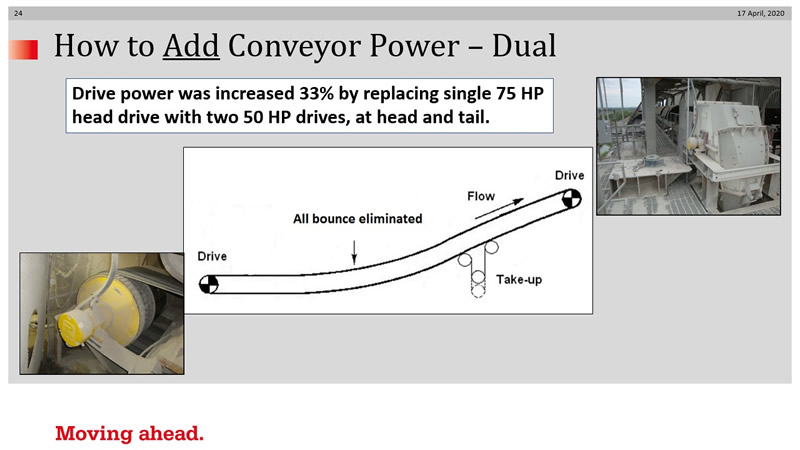
The conversion, made more than 10 years ago, incorporated a dual drive system with 50 horsepower at the head and 50 horsepower at the tail. This provided more than enough power to start up the conveyor under all startup conditions, and also had the side benefit of eliminating belt bounce when starting up in an empty condition.
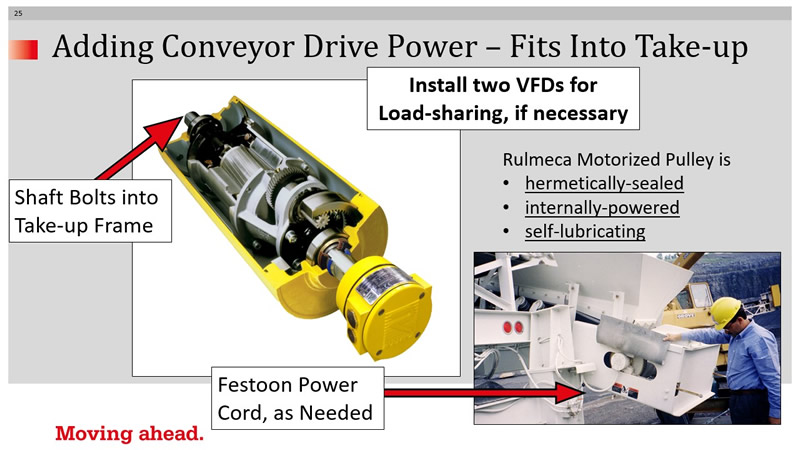
The reason a Motorized Pulley can be installed in a supplementary position on the conveyor belt is because it may be bolted into a mechanical take-up or onto a structure in a simple manner. Anywhere a pillow block bearing can be bolted, a mounting bracket for a Motorized pPlley can be bolted. It is important to note that when installing a Motorized Pulley into a mechanical take-up it is essential to festoon the power cord, as you can see in the picture. When necessary, we recommend that two VFDs be installed. One to drive the second new motor and one to drive the original motor, so that they can be load-balanced. All Motorized Pulleeys are internally-powered, hermetically-sealed, and self-lubricating.
I draw to your attention our growing library of video tutorials, available on our website and YouTube channel, along with all of the webinar recordings and Work from Home videos.

Of course, we encourage you to contact us via email at sales-us@rulmeca.com, or call us at the phone number that you see there. Thank you for listening to today’s presentation and I would encourage you to try to do what we’re doing, which is to keep our chin up while we endure through this virus crisis. Thank you.