
We supply Motorized Pulley belt conveyor drives, serving equipment manufacturers directly and end users through a network of independent distributors & local service providers throughout the United States and Latin America.
HOW TO SOLVE CONVEYOR DRIVE SAFETY PROBLEMS
Welcome to our 3rd in this series of Work from Home videos. Today’s topic is conveyor drive safety. Today is April 6th.

This video is sponsored by Rulmeca Corporation. I’m Mike Gawinski, your host. We’re a supplier of Motorized Pulleys for the US materials handling market.

We are part of the International Rulmeca Group, headquartered in Bergamo, Italy, a major supplier of rollers, Motorized Pulleys, pulleys and components for the global materials handling market with 1,200 employees in two dozen countries around the world.
Effective March 30th, we were designated as essential during the COVID-19 response. So, we have continued production and repair of Motorized Pulleys in our Wilmington facility. However, all of our administration and sales staff are working from home, as I am today. This video is for anyone interested in belt conveyor operations and design.
Today’s topic is safety.
Reasons for Safety Problems
- Age of Existing Exposed Drive System
- Lack of Maintenance of Drive System and Expanded Metal Guarding
- Reduced maintenance staff
- No convenient personnel access walkway, high location or restricted location
- Harsh Operating Conditions
- Breakdown in bad weather on night shift
- Corrosive or abrasive minerals
- Frequent high-pressure and high-temperature wash down
What Needs Protection?
- Product Handled (e.g. food, US Mail, minerals)
- Handling Equipment (e.g. drive motor, transmission)
- Plant Personnel (operations & maintenance)
- Public/Environment (e.g. noise, oil)
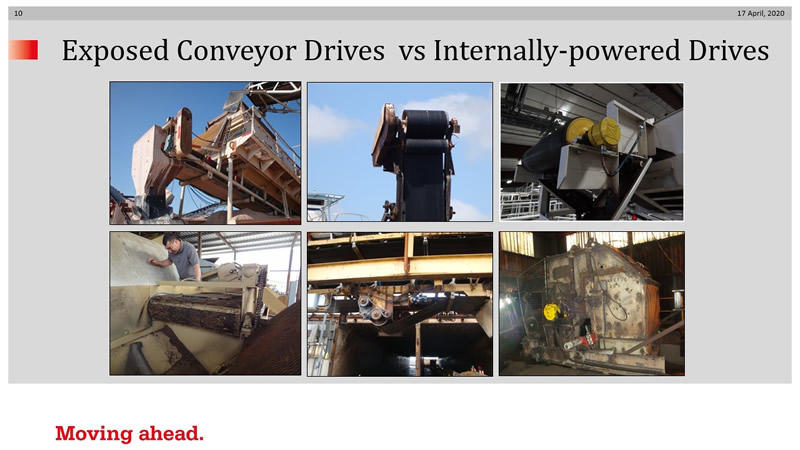
In today’s talk we will be contrasting exposed conveyor drive systems with internally-powered drive systems. For systems on the left, obviously exposed drive systems, and all of those are multiple transmission systems. The two on the right, of course, are the internally-powered conveyor drive system with single transmissions.

Protecting Product Handled: The example on the left shows an old gearbox which is leaking oil. That would not cause a problem if the minerals are not affected by oil, but the food producer on the right faced a leaking external gearbox which was dripping onto cranberries. Their solution was to replace the exposed drive system with a hermetically-sealed internally-powered drive system.
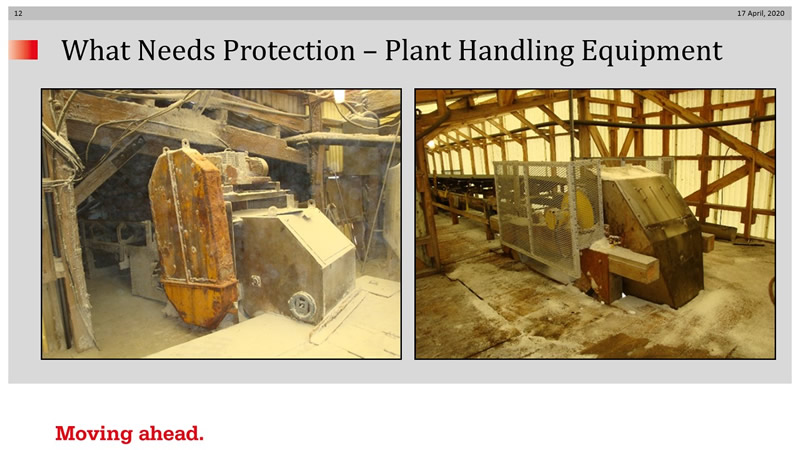
Protecting Plant Handling Equipment: The left photo shows an exposed conveyor drive at a salt barge loading system in a swampy humid area. The right photo shows the drive after conversion to a hermetically-sealed drive.
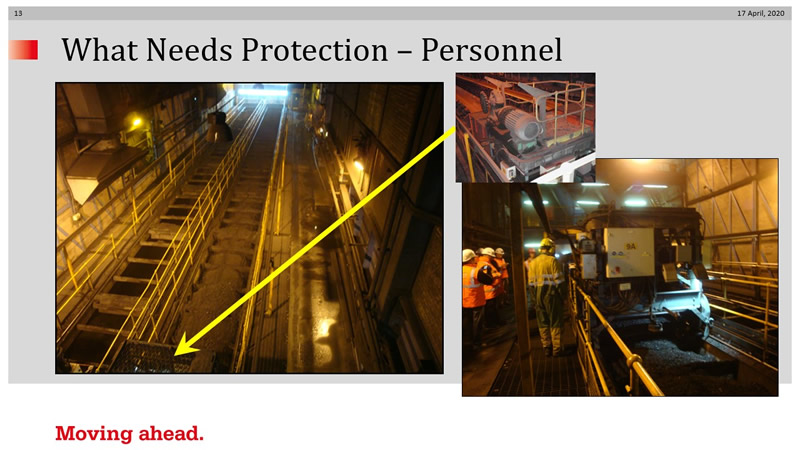
Protecting Plant Personnel: The left photo shows a power plant coal bunker system which is fed by a shuttling reversing conveyor. The original shuttle conveyor drive was mounted on top of the chute, as shown in the upper right photo. An accident occurred (which could have been fatal) during routine drive maintenance when a corroded weld on an access ladder broke and a worker fell into the bunker. Fortunately, the bunker had just been filled and the man did not 50 feet. He fell a few feet and was not badly hurt. To reduce the risk of similar accidents, the drive was replaced with an internally-powered drive installed within the chute system, as shown on the lower right.
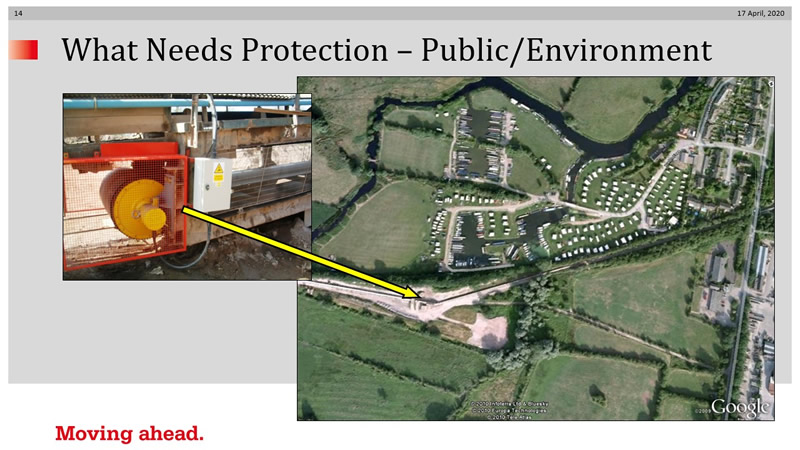
Protecting the Environment: The photo on the right shows an overland conveyor which has a transfer point in close proximity to a recreation area. The users complained frequently to the stone producer about the loud whining noise of the conveyor drive. When the exposed drive system was converted to an internally-powered system, the ambient noise level of the system dropped dramatically and complaints stopped completely.
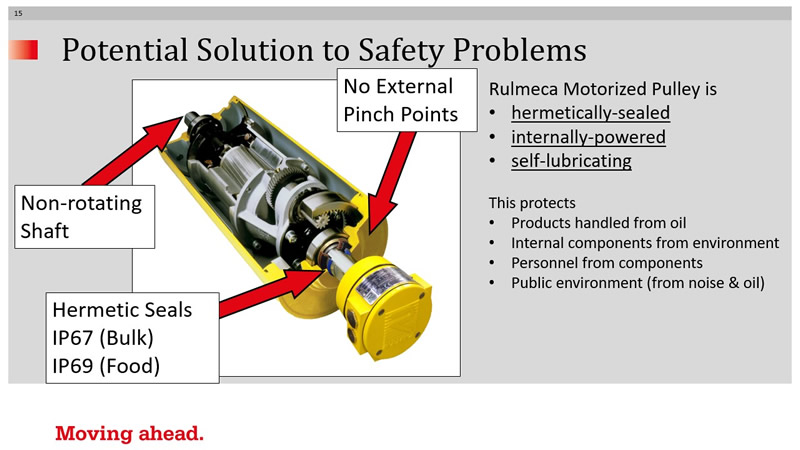
This is possible because an internally-powered drive has a non-rotating shaft and eliminates external pillow blocks. The hermetic shaft seals, rated IP67 in bulk and IP69 in food, protect the internal components from harsh environments while protecting the environment from the oil on the inside. Note also that there are no external pinch points. The self-lubricating feature reduces the need for personnel to work on the drive. Finally, enclosing the drivetrain within a shell dampens the sound generated by the motor and gearbox.
That concludes our short review of how to address conveyor drive safety issues. I draw to your attention our growing library of video tutorials, which you can find on our website and our YouTube channel, along with all of our webinar recordings and Work from Home videos.
Thank you for your attention. If you have any questions related to conveyor drive technology, conveyor drive problems ,or conveyor belt power calculations, please reach out to us at sales-us@rulmeca.com.